|
1�����b���O(sh��)Ӌ(j��)
(1) ��������
�ɈD1��֪��ԓ������Ќ�(du��)�Q�ԣ�����������@ƫ������e��ƽ�����S����O1��O2���S���D(zhu��n)180�㣬�t�Ҷ��ݼy������O2��ԭ��
���ݼy�����ľ�O1O�����L���ϣ����Ҷ��ݼy���洹ֱ��ԭ����ݼy���ľ�O1O�����cԭ����ݼy����ƽ�С�
(2)�O(sh��)Ӌ(j��)Ҫ��
�Ĺ���������֪��Ҫһ���b�A��ɃɌ�(du��)�QбШ�����ݼy�ļӹ����ڼӹ�����ݼy�r(sh��)������ݼy����O1�����܇�����S���ľ�
�ϣ��ݼy�����c���S���ľ���ֱ���ڼӹ��Ҷ��ݼy�r(sh��)����������ڊA�������D(zhu��n)180�㣬���D(zhu��n)���Ҷ��ݼy���� O2Ҳ�����܇�����S����
���ϣ���ԓ�ݼy�����c���S���ľ���ֱ��
��3���Y(ji��)��(g��u)���c(di��n)
��̥�w1���б������D(zhu��n)��T�Ͳۣ�̥�w��˸����D(zhu��n)�ߴ�����ľ��c�C(j��)�����S���ľ�һ�£��@�ӿ����ò�ͬ���D(zhu��n)�Q���m�c��ͬ��܇
�����S(li��n)�ӣ���̥�w�Ҷ˸����D(zhu��n)�ߴ�����ľ����Ҷ���Ľ��c(di��n)��(y��ng)����h��ʹԓ���ľ��c܇�����S���ľ��Ľ��c(di��n)O������ݼy�����ľ���
��̥�w�Ҷ�б��ăA�DZ����2��52�䡣
��ʹ�������D(zhu��n)ǰ�������҃ɶ��ݼy�����Ķ���܇�����S���ľ��ϣ�̥��3�Ҷ˸����D(zhu��n)�ߴ�����ľ���(y��ng)����(du��)����˸����D(zhu��n)�ߴ������
������ƫ��e��
(4)�P(gu��n)�I�ߴ��Ӌ(j��)��
̥��3���҃ɶ����D(zhu��n)�ߴ������ƫ��������@O1��O2�����D(zhu��n)��ƫ���� e=85/��2tg2��52�䣩��
̥�w1���҃ɶ����D(zhu��n)�ߴ�����ĸ߲�h=ltg2��52 �䡣
2.�A�ߵ��b�A����(y��ng)��
���A�����D(zhu��n)�Q���mֱ��(li��n)����܇���ϣ��cCW6163(li��n)�ӵ��D(zhu��n)�Q���mҊ�D3�����ù����ϵķ��m�ף�����ĸ12���������o�ڊA���ϣ�
���_��ĸ5���D(zhu��n)��(d��ng)�A��ʹ̥��3�ϵĿ̶Ⱦ��c̥�w1�ϵĿ̶Ⱦ���(du��)������λ�N 15�M(j��n)�붨λ��2�Q�o��ĸ5���ڹ����϶��c�A���϶�һ
�r(sh��)��܇���бШ���ϵ��ݼy���粻һ�r(sh��)���t܇�Ҷ��ݼy���ӹ���һ�ˣ�ͣ܇�����_��ĸ5���������D(zhu��n)180 �㣬ʹ̥��3�ϵĿ̶Ⱦ�
�c̥�w��1�ϵĿ̶Ⱦ���(du��)������λ�N15�M(j��n)�����˶�λ�ף��Q�o��ĸ5����܇�������ݼy��
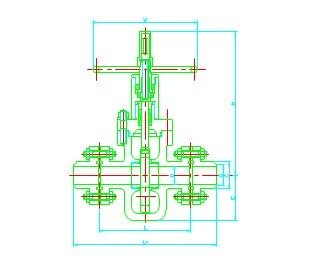
�D3
ԓ�A�߽Y(ji��)��(g��u)���Σ�ֻ횸��Q��ͬ��̥�壬�����ڼӹ���ͬ�ߴ��ͬ��y�T�����a(ch��n)��(sh��)�`�C����ԓ܇�����bʹ�÷��㣬һ���b�A����
��Ƀ�бШ�����ݼy�ļӹ�����ȫ���Ա��C�a(ch��n)Ʒ�ļӹ��|(zh��)����
|


